This paper mill has been modernized to boost its efficiency without compromising its consistently high product quality with a preventive maintenance strategy with FDT enabled paper machines.
Leading paper manufacturer Dalum Papir A/S in Odense, Denmark uses two paper-making machines PM 6 and PM 7 to produce high-grade office and printing paper from 100 percent recycled paper. Together, the two machines have an annual capacity of about 120,000 tonnes of paper. The waste paper is processed in a special de-inking plant and transported by rail to the adjacent paper mill in the form of pulp. Since 1999 the mill has been gradually modernized to boost its efficiency without compromising its consistently high product quality. The key measures include the change from a time-based to a condition-dependent (preventive) maintenance of the PM 7 through the introduction of FDT Technology.
Paper Production
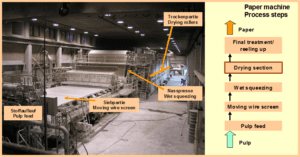 Paper production consists of a chain of mechanical, chemical and thermal processes. num-fig1Fibrous materials (such as wood and waste paper), water and power are the main ingredients in this process. The actual “paper-making machine” is at the very end of this process chain. Its job is to create the final product – paper – from the aqueous suspension of fibrous material known as pulp. The individual steps in this process take place in rapid succession (Fig. 1).
Paper production consists of a chain of mechanical, chemical and thermal processes. num-fig1Fibrous materials (such as wood and waste paper), water and power are the main ingredients in this process. The actual “paper-making machine” is at the very end of this process chain. Its job is to create the final product – paper – from the aqueous suspension of fibrous material known as pulp. The individual steps in this process take place in rapid succession (Fig. 1).
In the pulp feed section the conditioned pulp is applied evenly to the endless moving wire screen at a moisture content of up to 99 percent. Here the fibres become felted to form a uniform but still wet web.
In the screen section excess water runs off through the moving screen so that the moisture content drops. The felted web solidifies and is passed into the downstream wet press, where the water content is further reduced to about 50 percent.
In the drying section the remaining moisture is drawn out of the paper web on up to 100 steam-heated drying rollers.
 Finally the dried paper is reeled up on a delivery reel. For certain paper grades, the paper is refined, either before reeling up or after removal from the paper machine.
Finally the dried paper is reeled up on a delivery reel. For certain paper grades, the paper is refined, either before reeling up or after removal from the paper machine.
New Maintenance Strategy with FDT
Paper-making machines are complex and largely automated systems. They work at extremely high paper web speeds. The PM 7 in Dalum, for example, is operated at 750 m/min, which corresponds to 45 km/h or about 30 miles per hour, and produces an hourly paper output of 15 tonnes. Because of its high operating speed and the many sub-processes taking place within the plant, stopping and restarting a paper machine is usually a critical process. Because of this, and because of the high capital costs of several hundred million per machine, scheduled standstills must be kept to a minimum and unscheduled down times avoided altogether wherever possible. For the PM 7 a standstill of five hours incurs costs of DKK 375,000, corresponding to about € 50,000.
A planned machine stop is scheduled every three weeks for cleaning and replacement of faulty or worn parts and subassemblies. In the past this was a lengthy process, since no information was available about the actual condition and operability of the parts, so that replacements had to be made based on educated guesses.
The modernization of the PM 7 essentially consisted of applying an effective, modern monitoring concept to the machine that provides information about its subassemblies’ and components’ states in real time and could be used to effectively plan preventive maintenance. A key element of this concept was a fundamental change in the maintenance strategy, away from time-driven and towards condition-driven scheduling. The FDT/DTM technology offered an excellent solution for this task.
FDT Implementation
 The PM 7 is controlled and monitored using five control systems with four operator stations. Several hundred process devices (valves with positioners, sensors for flow, pressure, fill level and moisture, etc.) are connected to Remote I/O in close proximity to the machine.
The PM 7 is controlled and monitored using five control systems with four operator stations. Several hundred process devices (valves with positioners, sensors for flow, pressure, fill level and moisture, etc.) are connected to Remote I/O in close proximity to the machine.
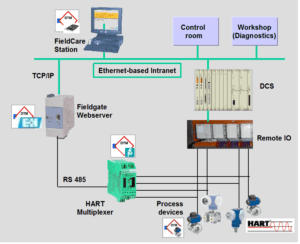
The machine’s drying section alone contains about 150 control valves and positioners (Fig. 3), which control the steam for heating the drying cylinders. The devices support device diagnostics and the HART protocol and contain the device drivers (DTMs or Device Type Managers) needed for FDT. But because the existing Remote I/O is not capable of transmitting HART signals and the data contained within them, a separate HART multiplexer (P+F, FDT-capable with DTM) was fitted to output the HART signals independently of the control system. The Fieldgate FXA520 from Endress+Hauser provides the connection to the company’s intranet and the FieldCare plant asset management system. Because FieldCare is FDT-based, third-party devices can also be fully operated through DTMs.
The HART communications protocol today is standard in 4–20 mA devices. HART multiplexers provide access to the HART data and form an independent service layer, with whose help the digital information, including process values, can be transmitted digitally through an RS 485 interface.
Fieldgates poll field devices for readings, configuration parameters, and diagnostics and activity data. They manage this information and – through a connection to a higher-level Ethernet network – make it available to a wider user community, for example the control room and Maintenance. Fieldgates are based on open standards and are therefore equally well suited for new installations and retrofitting.
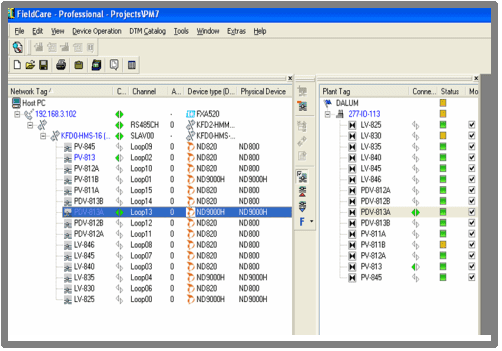
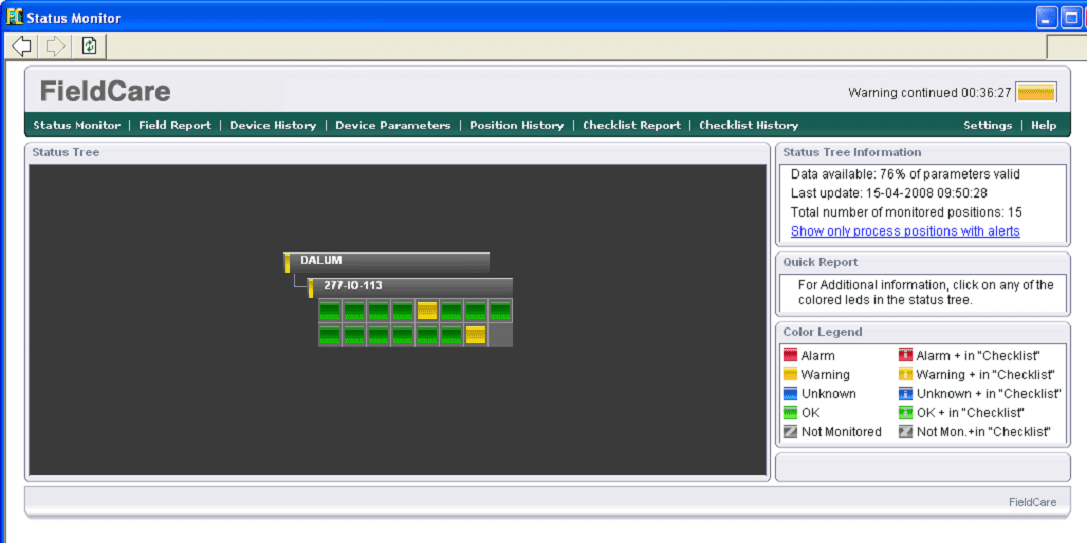
FieldCare is an FDT-based software application that offers an open solution for device and plant administration. FieldCare is based on the FDT/DTM technology and can therefore communicate with all devices of a plant through DTMs, regardless of the devices’ make, using various communication protocols. FieldCare’s Instrument Condition Monitoring allows diagnostic information to be output at any point within the user network, for example in the control room and the maintenance workshop. The real-time data flow from the devices reflects the current process conditions and is displayed with a colour-coded alarm system and selected status messages (OK, Warning, Alarm, Unknown). This allows faults to be detected and targeted preventive maintenance activities to be planned well on time. FieldCare contains a comprehensive library of more than 100 devices complete with the associated alarm and warning message generation mechanisms.
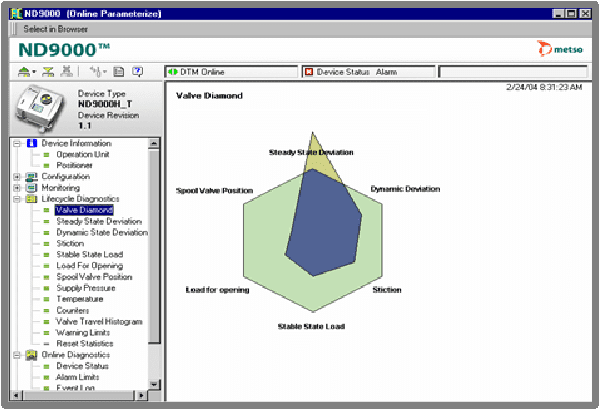
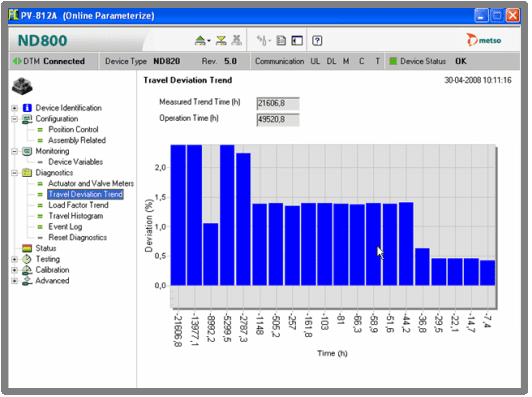
A DTM contains all of a device’s features – both the standard configuration parameters and the device-specific functions. FieldCare and other frame applications display these DTM contents and the data associated with them in a clearly structured form. Examples for DTM screens are shown in figures 4 to 7.
Transmitted Data (examples)
The volume and type of transmitted data naturally depends on the scope of the devices’ diagnostics properties and on the subset of properties described in each device DTM. Examples include:
User Benefits
Figure 8 again illustrates the data flow of the PM 7’s retrofitted asset management system, which allows a condition-based preventive approach to maintenance:
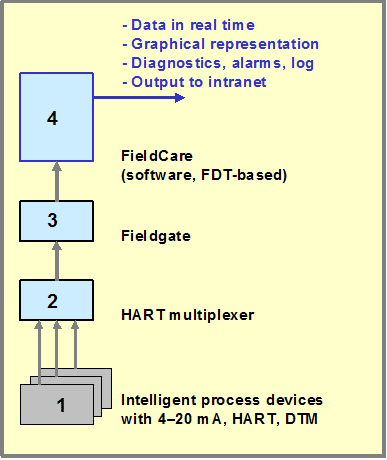 A prerequisite are intelligent process devices (1, here especially valves and positioners from Metso) self-diagnosis capabilities, HART protocol support and availability of a DTM. The following expansion modules are required: a HART multiplexer (2; in this case from Pepperl+Fuchs) for polling signals; a Fieldgate (3; here FXA 520 from Endress+Hauser) as intelligent connection to higher-level networks; and plant management software (4; here FieldCare from Endress+Hauser).
A prerequisite are intelligent process devices (1, here especially valves and positioners from Metso) self-diagnosis capabilities, HART protocol support and availability of a DTM. The following expansion modules are required: a HART multiplexer (2; in this case from Pepperl+Fuchs) for polling signals; a Fieldgate (3; here FXA 520 from Endress+Hauser) as intelligent connection to higher-level networks; and plant management software (4; here FieldCare from Endress+Hauser).
For the User, This has Many Long-Term Benefits:
- Continuous insight into the current state of the process devices (valves) under actual process conditions.
- Acquisition and visualization of trends to allow on-time detection of future events.
- Real-time availability of current data at any plant location to allow the implementation of remote measures.
- Best possible basis for preventive maintenance with significant cost-cutting potential through reduction or avoidance of machine downtimes.
- Possibility to expand to mail server.
- Access also to highly specific device functions, for example the valve controller.
- Especially suitable for retrofitting existing plants, such as the PM 7.